Автоматизированная система предназначена для управления электродвигателем трайб-аппарата, подачей и ведением учета подачи проволочных присадок. Система управления трайб-аппарата может работать как часть автоматизированной системы управления производством через сеть Profibus DP.
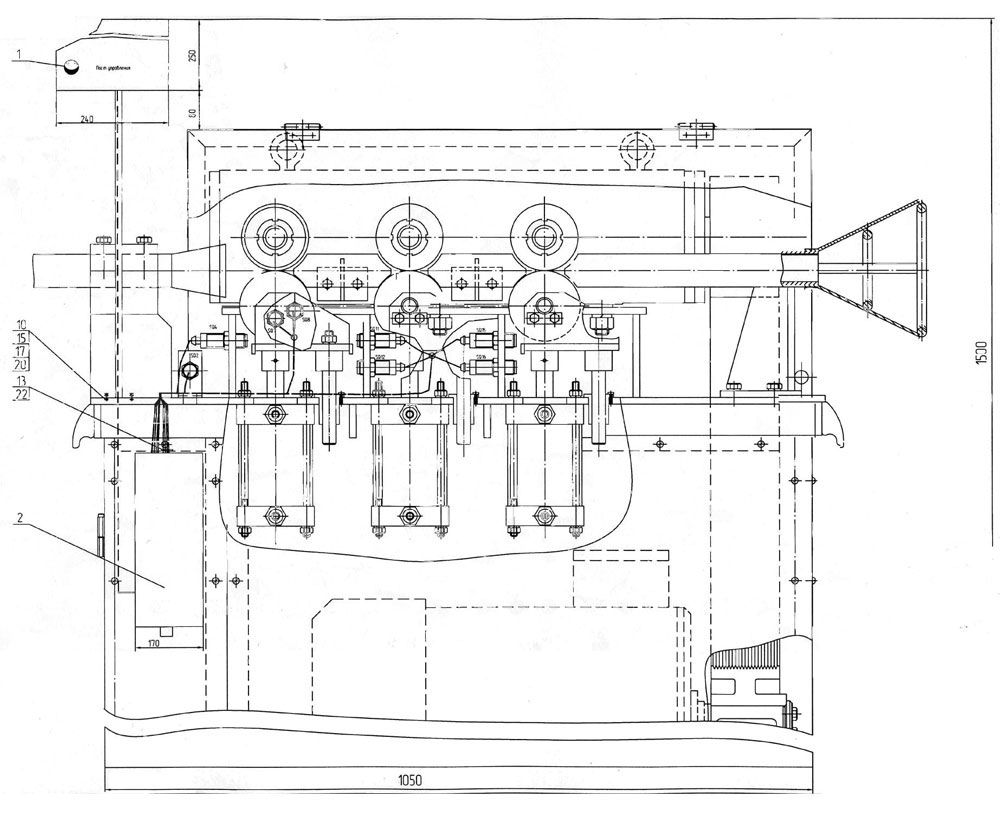
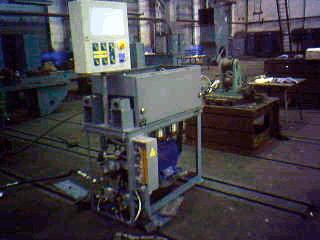
Устройство трайб-аппарата представлено на рисунке:
Система управления подключается к клеммной коробке трайб-аппарата поз . 2. Управление возможно как местное с пульта поз.1 так и дистанционное с системы верхнего уровня по протоколу Profibus DP.
Проволочная присадка подается в воронки справа до захватывающих роликов. Далее с помощью пневмоциллиндров нижние ролики поднимаются и осуществляют захват проволоки. Затем включением привода проволока проталкивается далее.
Система управления состоит из станции управления трайб-аппаратом, местного поста управления и дистанционного пульта управления.
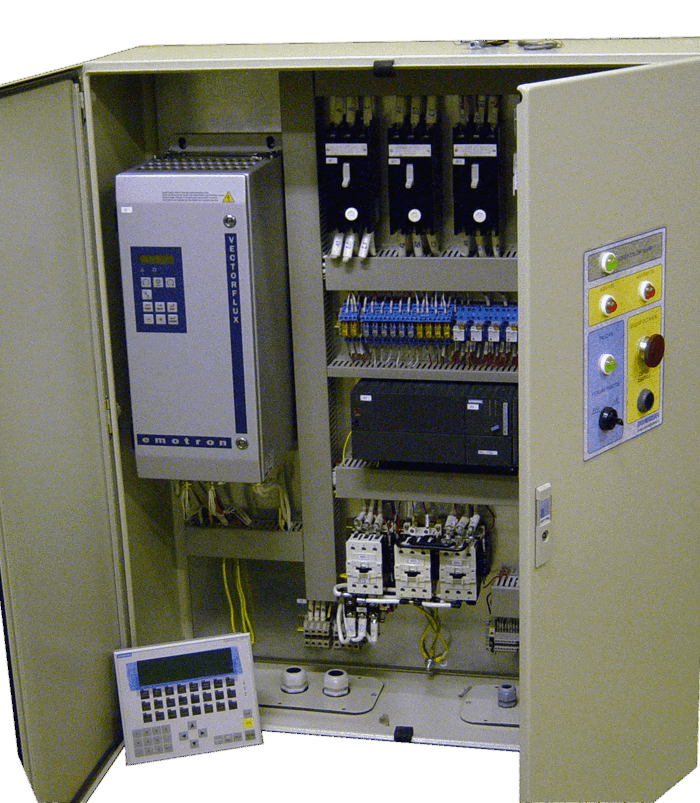
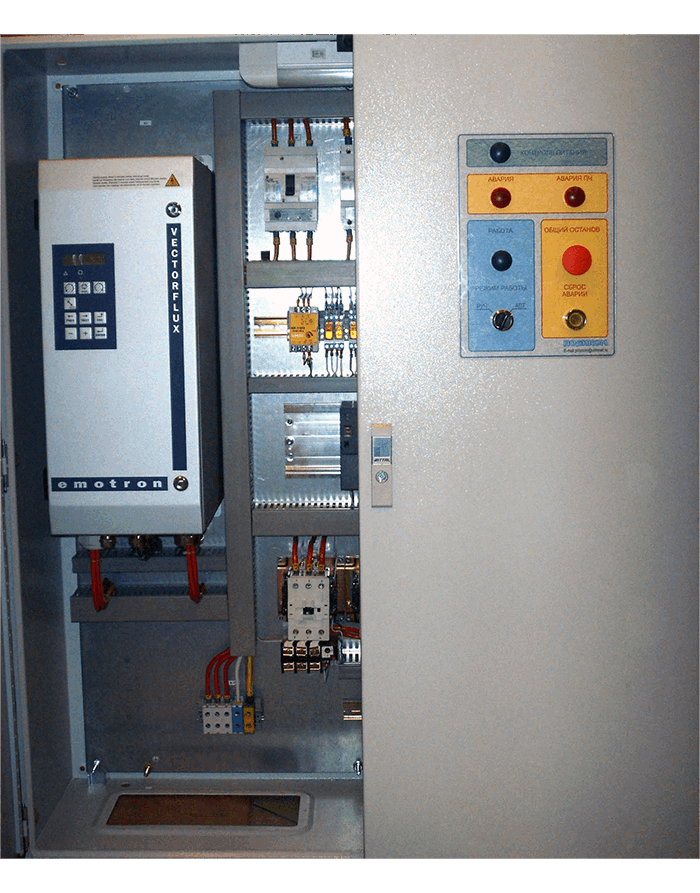
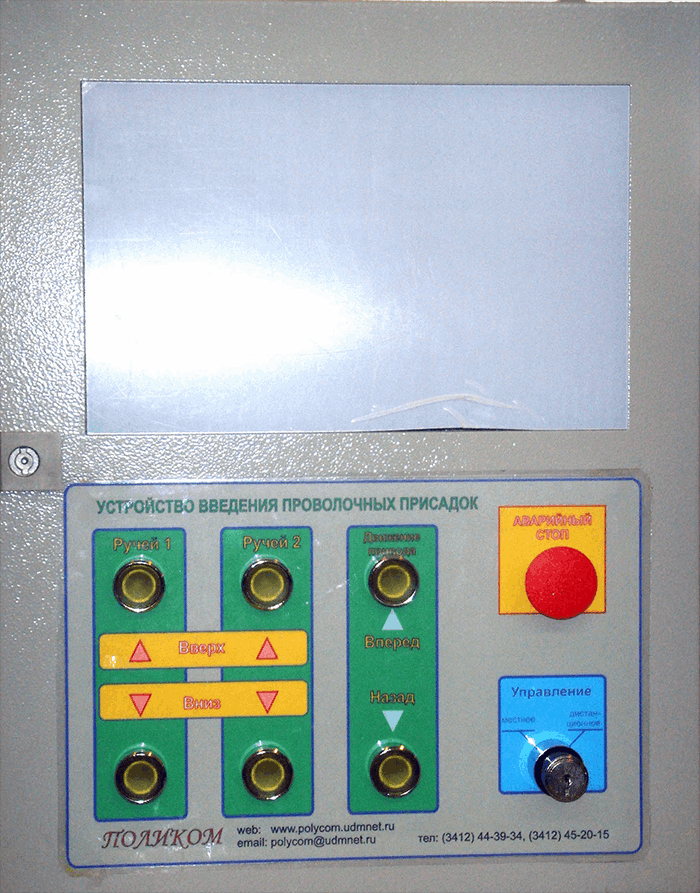
Ручной режим управления является аварийным режимом. Включение двигателя для подачи проволоки с присадкой осуществляется прямым пуском. Данный режим применяется в случае выхода из строя частотного преобразователя. При выходе из строя контроллера, отсчет метража в ручном режиме возможен только визуальный. Наличие данного режима обусловлено требованием металлургического производства с целью выхода из непредвиденных аварий во время цикла изготовления марки стали с наименьшими затратами. Выбор режимов работы осуществляется с лицевой панели электрошкафа переключателем режимов. В автоматическом режиме задание может быть введено с панели оператора, либо с дистанционного компьютера. Выбор места установки панели оператора согласовывается с заказчиком. На дисплей панели оператора выводится полная информация о состоянии подачи проволоки с присадкой.
Система управления устройством введения проволочных присадок позволяет подключиться к системе верхнего уровня (SCADA) по интерфейсу ProfiBus DP. В систему управления верхнего уровня возможна передача всех вышеперечисленных параметров АСУ трайб-аппарата.







